Ferrite Content, Measured — Not Assumed
FN verification on stainless and duplex welds, cladding and overlays, in the shop or on site.
Ferrite Testing for Stainless & Duplex Welds
Ferrite testing measures the ferrite content of stainless steel and duplex welds, cladding and overlays — a number that decides whether the weld resists hot cracking, corrosion and embrittlement, or becomes the failure point. CIC measures ferrite non-destructively in the shop or field and reports in Ferrite Number (FN) or percent against your specification.
Why Ferrite Content Matters
In austenitic stainless welds, too little ferrite invites solidification (hot) cracking; too much degrades corrosion resistance and toughness, and embrittles in service heat. In duplex stainless, the entire alloy concept depends on holding the austenite-ferrite balance through welding — stray outside the window and you've quietly manufactured a weaker, less corrosion-resistant material. Specs put numbers on these windows; ferrite testing proves you're inside them.
What We Test
Production welds in austenitic and duplex stainless piping and vessels
Weld overlay and cladding — verifying ferrite after dilution from the base metal
Procedure qualification support — ferrite verification alongside mechanical testing in our lab
Incoming filler metal and production monitoring where specs require trending
Measurement You Can File
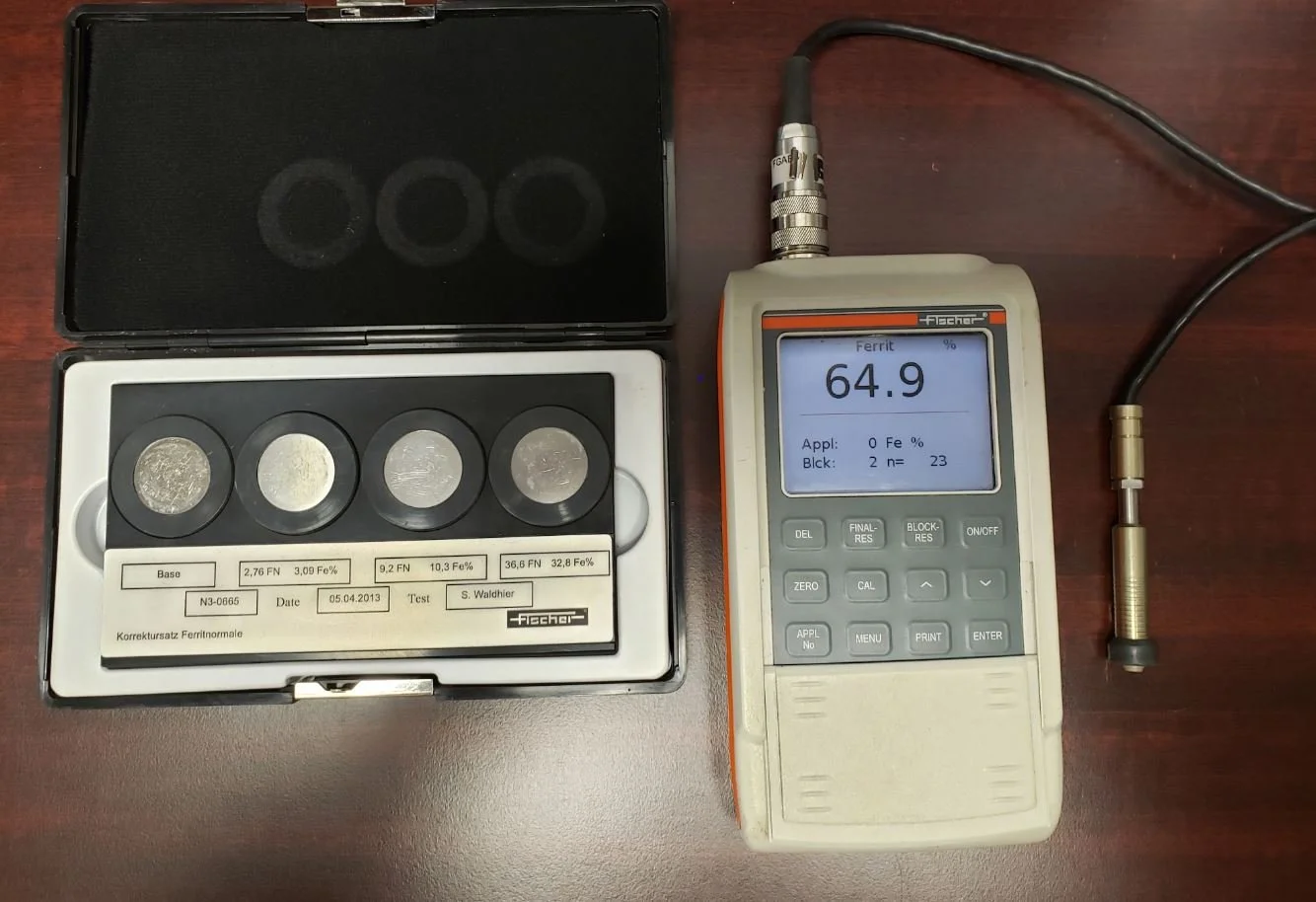
Readings use magnetic-induction instruments calibrated to recognized standards, reported per location with instrument, calibration and spec limits documented. Where a result sits near a limit, our metallurgical lab can settle it — metallographic point counts and chemistry provide the referee measurement portable instruments can't.
Frequently Asked Questions
What ferrite content should a stainless weld have?
It depends on the spec and service: many austenitic weld specs call for roughly 3–10 FN to prevent hot cracking while preserving corrosion resistance, while duplex specs target a much higher balanced range. Your governing specification rules — we measure against it, and flag results approaching either limit.
Is ferrite testing destructive?
No — magnetic-induction ferrite measurement is completely non-destructive and takes seconds per point, so finished welds and in-service components can be verified without any material removal.