Liquid Penetrant Inspection That
Finds What Eyes Can't
Visible dye and fluorescent LPI by CGSB certified technicians — in our Edmonton facility or at your site.
Liquid Penetrant Inspection (LPI) Services
Liquid penetrant inspection — also called dye penetrant testing or PT — reveals surface-breaking defects in non-porous materials: cracks, porosity, laps, seams and leaks that are invisible to the naked eye. CIC's CGSB certified technicians perform LPI on welds, castings, forgings and machined components across Alberta, in our Edmonton facility or at your site.
What Liquid Penetrant Inspection Detects
LPI finds any defect open to the surface: fatigue cracks, grinding cracks, weld crater cracks, porosity, cold shuts in castings, and laps in forgings. Penetrant is drawn into the flaw by capillary action, then pulled back out by a developer to form a visible indication far wider than the flaw itself — which is why LPI can reveal cracks too tight to see.
Visible Dye vs. Fluorescent Penetrant
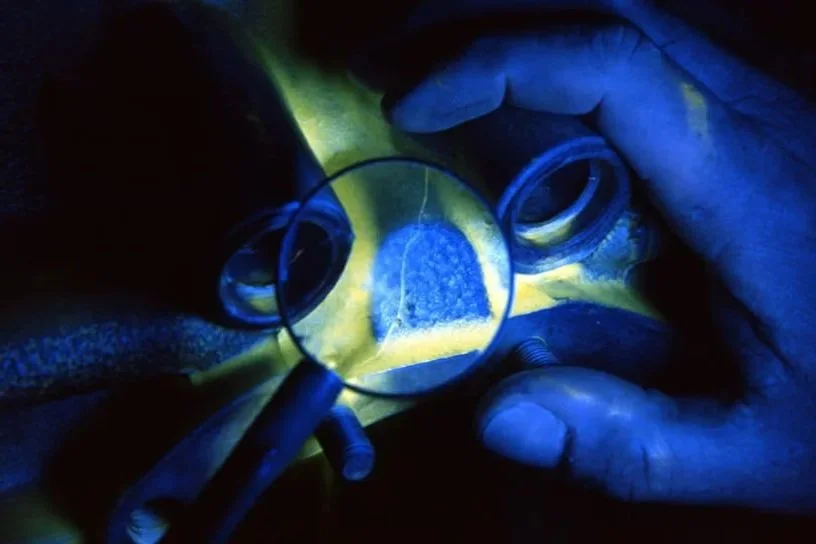
Visible red dye penetrant works under normal white light and suits field work, weld inspection and large components. Fluorescent penetrant, viewed under UV light, offers higher sensitivity for critical or machined parts. CIC runs both — your code, the material, and the defect size you need to catch determine the method and sensitivity level we recommend.
When LPI Is the Right Method (and When It Isn't)
LPI is the go-to surface method for non-ferromagnetic materials — stainless steel, aluminum, brass, and other alloys where magnetic particle inspection physically can't work. It's inexpensive, portable, and works on almost any non-porous shape. Its limit: it only finds defects open to the surface. For subsurface indications in carbon steel welds, we'll steer you to MPI; for volumetric coverage, ultrasonic or radiographic testing.
Our LPI Process
Every inspection follows the written procedure your code requires: pre-clean, apply penetrant, timed dwell, controlled removal, developer, then interpretation and reporting by a certified technician. You receive a documented report with accept/reject dispositions against your acceptance criteria — not just photos.
Codes and Standards We Work To
CIC performs LPI to ASME Section V and ASTM E165 methodology with acceptance criteria per your governing code — ASME B31.3 for process piping, CSA W59 for structural welds, or your project specification. Tell us the spec; we'll match procedure and personnel certification to it.
Frequently Asked Questions
Is dye penetrant testing the same as liquid penetrant inspection?
Yes. Dye penetrant testing, liquid penetrant inspection, LPI and PT all describe the same method — a liquid penetrant drawn into surface defects and made visible with a developer. 'Dye penetrant' usually refers to the visible red-dye variant rather than fluorescent penetrant.
What materials can be tested with LPI?
Any non-porous material: carbon and stainless steel, aluminum, copper alloys, nickel alloys, and some plastics and ceramics. LPI is the standard surface method for non-magnetic materials where MPI can't be used.
How fast can CIC turn around LPI work?
Small component batches are often same-day in our Edmonton facility; field crews mobilize on your schedule, including shutdown and night work.
Call 780-468-4593 with your timeline.